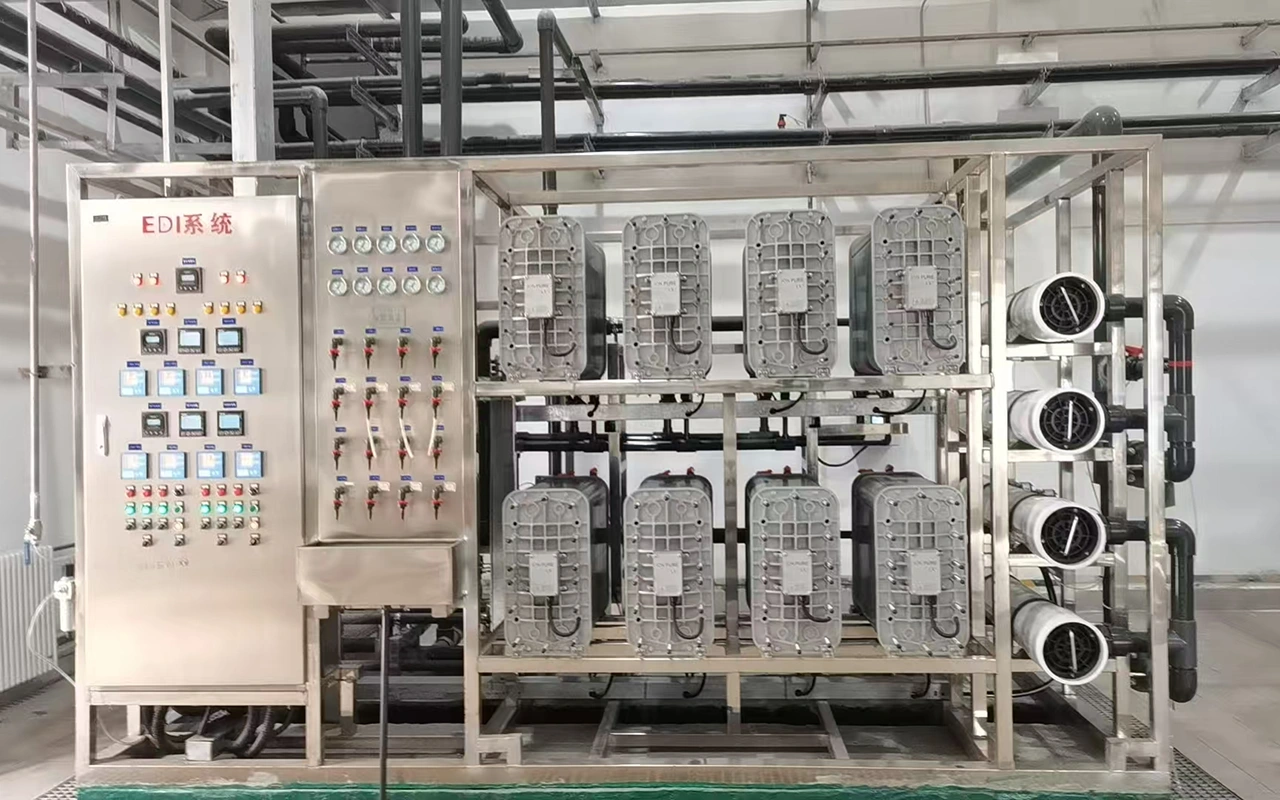
EDI装置
EDI装置,通常又叫超纯水装置,EDI的主要作用是去除水中溶解的离子态杂质(如Na⁺、Ca²⁺、Mg²⁺、Cl⁻、SO₄²⁻、HCO₃⁻等),使水的电阻率高达10-18 2 MΩ·cm,达到超纯水标准。它通常作为反渗透系统的后处理单元,将RO产水进一步纯化。在无需使用酸、碱等化学再生药剂的情况下,连续地、高质量地生产超纯水。


EDI装置,通常又叫超纯水装置,EDI的主要作用是去除水中溶解的离子态杂质(如Na⁺、Ca²⁺、Mg²⁺、Cl⁻、SO₄²⁻、HCO₃⁻等),使水的电阻率高达10-18 2 MΩ·cm,达到超纯水标准。它通常作为反渗透系统的后处理单元,将RO产水进一步纯化。在无需使用酸、碱等化学再生药剂的情况下,连续地、高质量地生产超纯水。

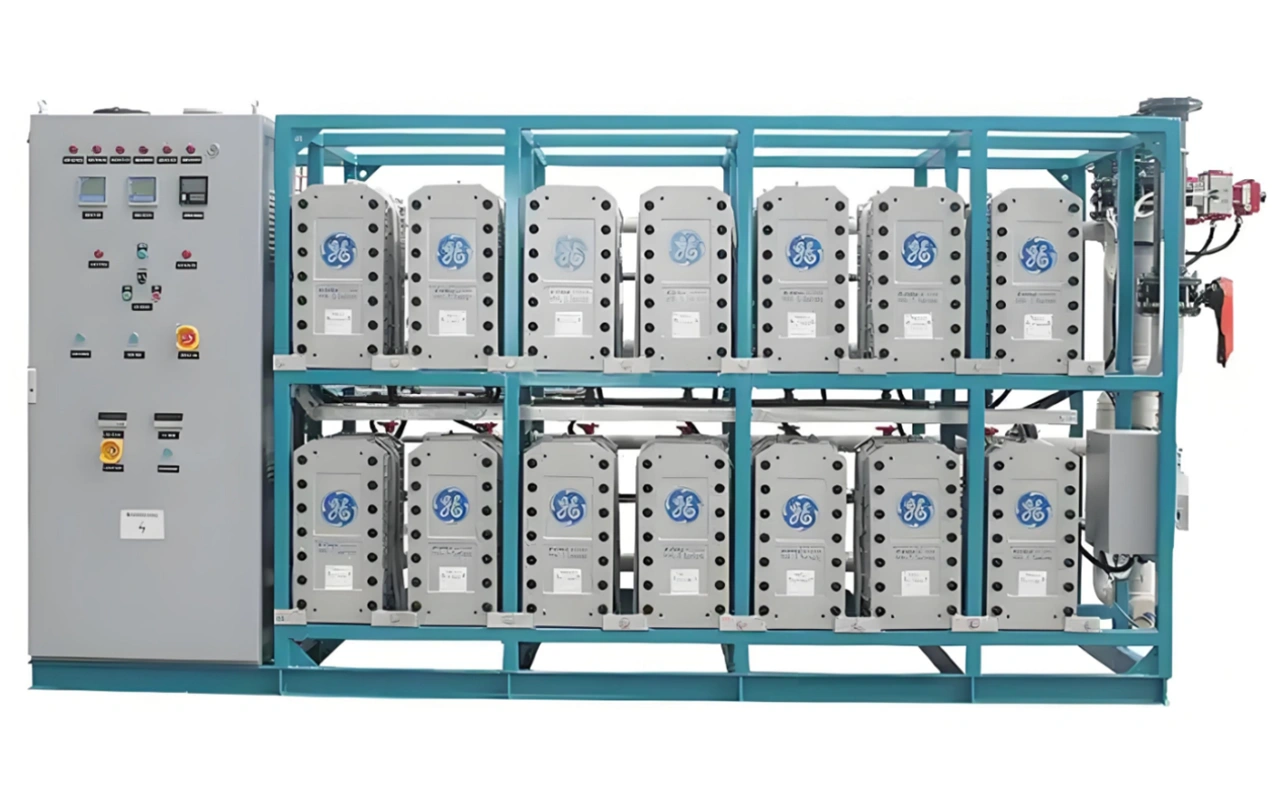

EDI是一种将离子交换技术、离子交换膜技术和离子电迁移技术相结合的纯水制造技术。它巧妙的将电渗析和离子交换技术相结合,利用两端电极高压使水中带电离子移动,并配合离子交换树脂及选择性树脂膜以加速离子移动去除,从而达到水纯化的目的。在EDI除盐过程中,离子在电场作用下通过离子交换膜被清除。同时,水分子在电场作用下产生氢离子和氢氧根离子,这些离子对离子交换树脂进行连续再生,以使离子交换树脂保持状态。其模块化、自动化特性特别适合电子、制药等高水质需求行业,代表了水处理绿色升级的重要方向。
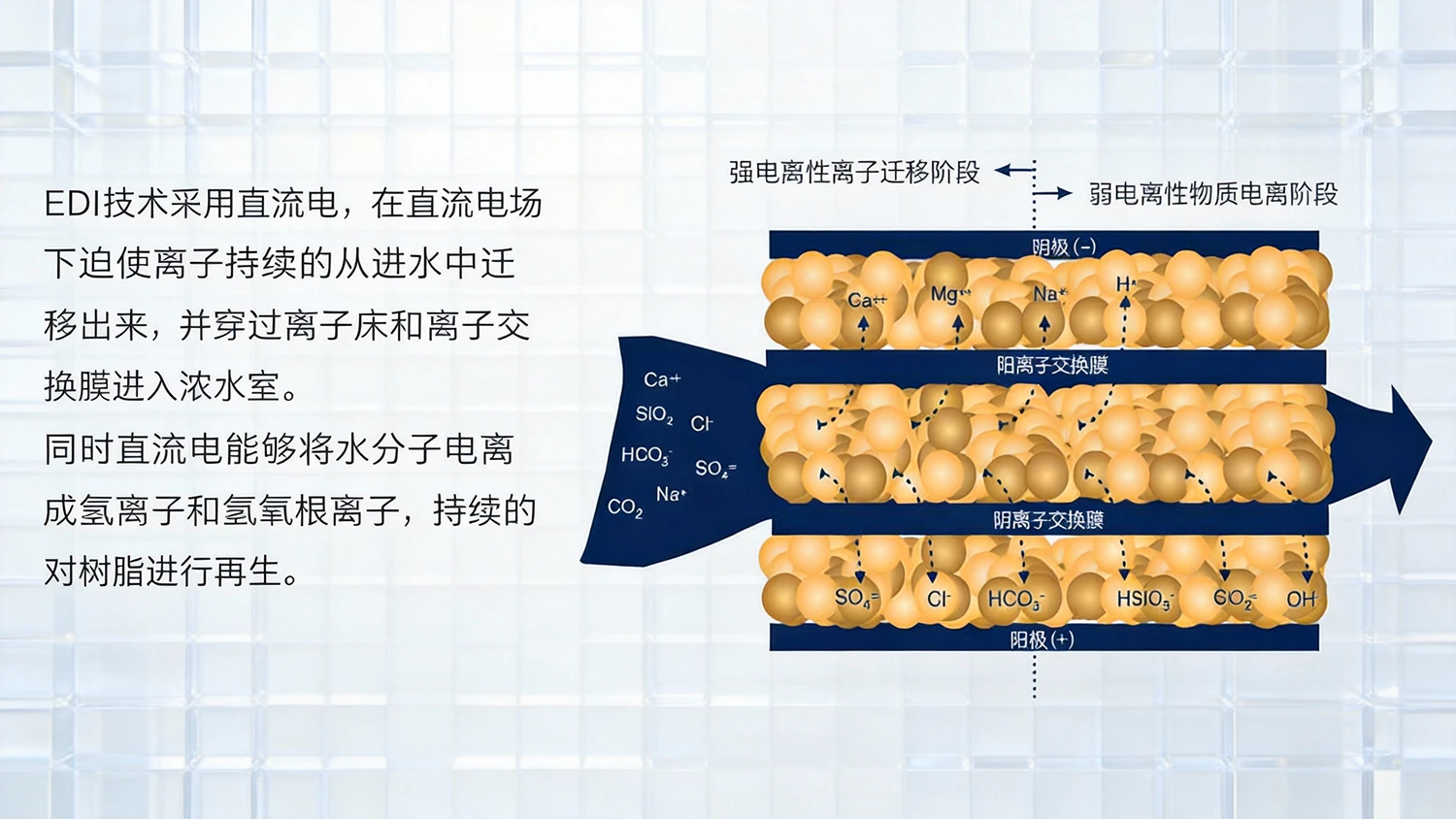
EDI原理图
步骤一:启动前准备与检查
这是确保EDI安全、高效运行的基础。
进水条件(需严格预处理):
水源:RO反渗透产水(电导率≤20 μS/cm)。
硬度:<0.5 ppm(以CaCO₃计)。
污染物:TOC<0.5 ppm,Fe/Mn<0.01 ppm,余氯≤0.05 ppm。
温度:5~35℃。
步骤二:启动与流量建立
冲洗与排气:首先以较低流量向EDI模块进水,冲洗管路并排尽模块内的空气。此阶段产水可能不合格,应排放。
建立稳定流量:调节进水阀、浓水回流阀和极水排放阀,使产水流量、浓水流量和极水流量均达到设计值。确保流量分配均衡,这是保证良好脱盐效果和水回收率的关键。
步骤三:通电与“爬坡”
施加直流电:在流量稳定后,启动整流器,向EDI模块施加直流电压。(先通水后通电)
电流爬坡:这是一个关键操作。 不应立即将电流升至满负荷。应采用“爬坡”方式,缓慢增加电流至设定值(通常根据进水水质和产水要求计算得出)。
这有助于:
1.让模块内部的离子交换树脂逐渐极化。
2.避免因瞬间电流过大导致“热击穿”或结垢。
3.使产水水质平稳过渡到最佳状态。
步骤四:稳定连续运行(正常工作状态)
当流量和电流都达到设定值并稳定后,EDI进入连续工作状态。在这个状态下,以下过程在模块内部同时且持续不断地进行:
1.离子迁移:淡水室中的阴、阳离子在电场作用下,分别通过阴离子交换膜和阳离子交换膜进入相邻的浓水室。
2.水的解离与树脂再生:在电场作用下,淡水室中的水分子解离成H⁺和OH⁻,这些离子持续再生树脂,使其始终保持交换能力。
3.浓水排放:汇集了迁移过来的离子和少量水的浓水,大部分循环以提高回收率,小部分连续排放以防止结垢。
4.极水排放:电极室产生的气体和少量水连续排放,以维持电极正常工作。
步骤五:停机与维护正常停机:
先缓慢降低运行电流至最小值,然后关闭整流器(先断电后断水)。
保持水流继续冲洗模块一段时间(如10-15分钟),以带走残留离子。
关闭进水阀。重要:对于短期停机,必须确保EDI模块内部始终充满水,防止干燥。
长期停机:可能需要注入保护液(如NaCl溶液)并密封。
化学清洗:当性能下降(如压差升高、产水水质下降)时,需要根据污染类型(结垢、有机物、微生物)进行特定的化学清洗,以恢复性能。
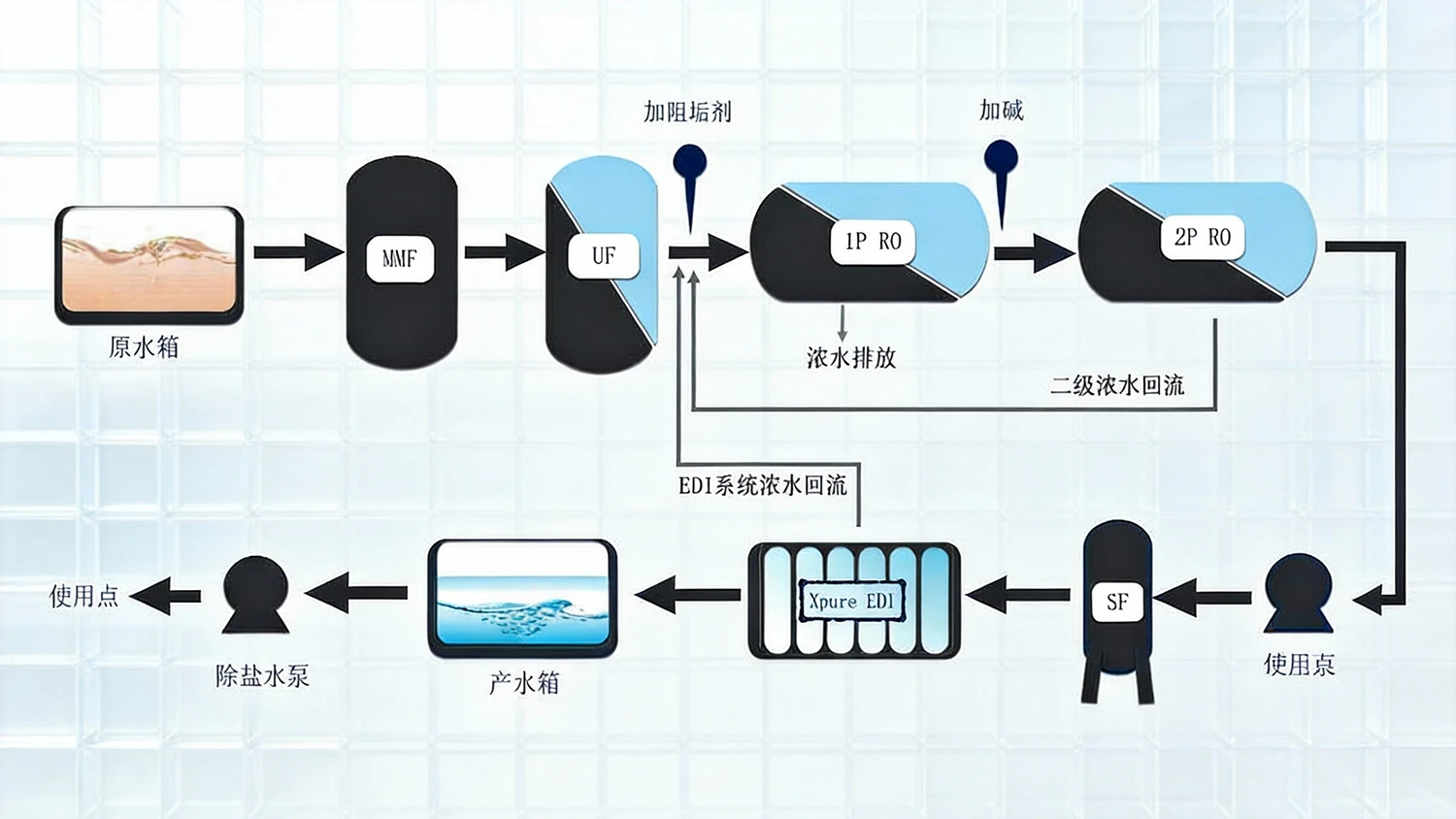
典型全膜法系统示意图
| 设备型号 | 流量 (m³/h) |
设备尺寸 (L×W×H)mm |
进口 (DN) |
出口 (DN) |
浓缩液排放口(DN) | 能耗 (kW·h) |
| TCEDI-5 | 5 | 1000×1000×1500 | 32 | 32 | 15 | 2 |
| TCEDI-10 | 10 | 1200×1500×1900 | 40 | 40 | 15 | 4 |
| TCEDI-15 | 15 | 1200×1500×2700 | 50 | 50 | 20 | 6 |
| TCEDI-20 | 20 | 2800×1500×1900 | 65 | 65 | 20 | 9.5 |
| TCEDI-25 | 25 | 2800×1500×1900 | 65 | 65 | 20 | 13.5 |
| TCEDI-30 | 30 | 2800×1500×1900 | 80 | 80 | 25 | 14 |
| TCEDI-50 | 50 | 3200×1800×1900 | 100 | 100 | 32 | 20 |
| TCEDI-75 | 75 | 3200×1800×1900 | 125 | 125 | 40 | 21 |
| TCEDI-100 | 100 | 3200×1800×2700 | 125 | 125 | 40 | 32 |
| TCEDI-125 | 125 | 3200×1800×2700 | 150 | 150 | 50 | 42.5 |
| TCEDI-150 | 150 | 3800×1800×2700 | 150 | 150 | 50 | 52 |
| TCEDI-175 | 175 | 4400×1800×2700 | 200 | 200 | 65 | 62.5 |
| TCEDI-200 | 200 | 5000×1800×2700 | 200 | 200 | 65 | 75 |
| 备注:1、5m³/h以下产品详见商用水处理系列。 2、所列能耗均按电导率≤10μS/cm进行设计。 3、设备尺寸可根据客户要求及现场条件进行调整。 | ||||||
|
领域 |
用途 |
水质要求 |
|
电子/半导体 |
芯片清洗、超纯水制备 |
电阻率≥18 MΩ·cm,TOC≤1ppb |
|
制药行业 |
注射用水、生物制剂生产 |
无菌、无热原SiO₂<0.5ppm |
|
高压锅炉 |
补给水 |
低硬度(≤0.5ppm CaCO₃) |
|
实验室/化工 |
精密分析、高纯试剂配制 |
电阻率≥15 MΩ·cm |
|
对比维度 |
EDI技术 |
传统混床技术 |
|
再生方式 |
电场连续再生,无需酸碱化学品 |
需停机酸碱再生 |
|
运行连续性 |
24小时连续产水,无停机再生 |
再生期间停机,水质波动大 |
|
环保性 |
无废水排放,浓水可回用至RO前端 |
产生酸碱废液,需危废处理 |
|
运营成本 |
成本降低30–50% |
酸碱采购、存储及废液处理成本高 |
|
自动化程度 |
全自动控制,远程监控水质参数 |
再生操作复杂,依赖人工 |
|
占地面积 |
模块化紧凑设计,节省空间50%以上 |
需再生设备及储罐,占地大 |